

Viele glauben, dass höhere Laserleistung automatisch bessere Ergebnisse liefert. Doch 65% der Fehler bei Laserprojekten entstehen durch falsche Kombination von Leistung, Fokus und Geschwindigkeit, nicht durch zu geringe Leistung. Das Verständnis der Laserleistung ist der Schlüssel zu sauberen Schnitten und detaillierten Gravuren. Dieser Artikel erklärt die Grundlagen der Laserleistung und gibt praktische Tipps für optimale Ergebnisse.
Inhaltsverzeichnis
- Wichtigste Erkenntnisse zur Laserleistung
- Einführung in die Laserleistung
- Physikalische Grundlagen der Laserleistung
- Einfluss der Laserleistung auf Material und Anwendung
- Häufige Fehlannahmen und Mythen über Laserleistung
- Vergleich verschiedener Lasertypen und ihre Leistungsspezifika
- Praktische Tipps zur Auswahl der richtigen Laserleistung für Ihr Projekt
- Zusammenfassung und Ausblick
- Häufig gestellte Fragen zur Laserleistung
Wichtigste Erkenntnisse zur Laserleistung
| Punkt | Details |
|---|---|
| Definition und Bedeutung | Laserleistung bezeichnet die Energie pro Zeit in Watt und beeinflusst Qualität und Geschwindigkeit direkt. |
| Optimierung der Parameter | Die Abstimmung von Leistung, Fokus und Geschwindigkeit verhindert Materialschäden und verbessert Ergebnisse. |
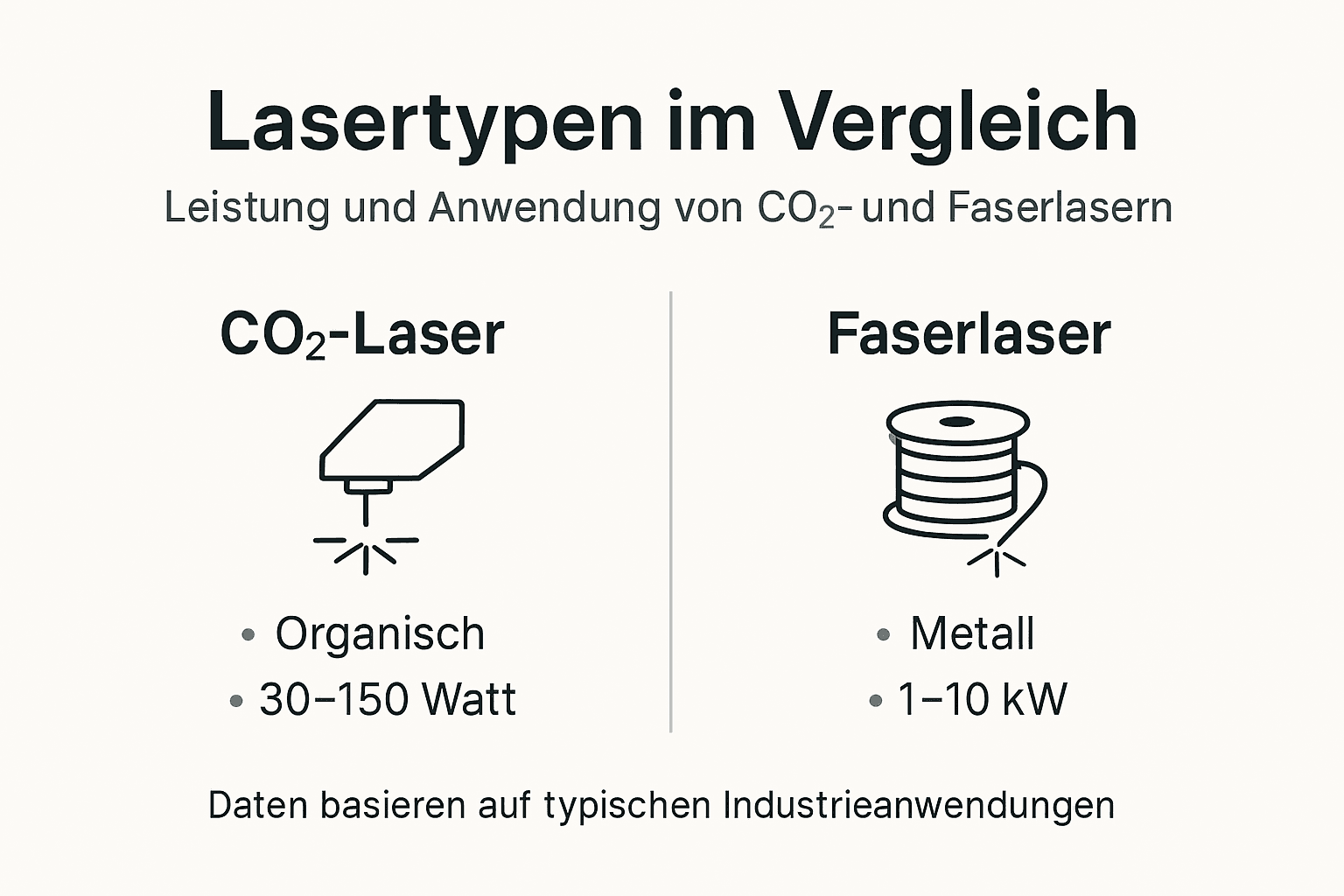
| Unterschiedliche Lasertypen | CO2-Laser eignen sich für organische Materialien, Faserlaser für Metall mit jeweils spezifischen Leistungsprofilen. |
| Materialabhängige Anpassung | Jedes Material erfordert angepasste Laserleistung für optimale Bearbeitung ohne Schäden. |
| Fehlannahmen vermeiden | Missverständnisse über Laserleistung führen häufig zu Projektfehlern und schlechten Ergebnissen. |
Einführung in die Laserleistung
Laserleistung bezeichnet die Menge an Energie, die pro Zeit auf das Material übertragen wird und wird in Watt gemessen. Diese physikalische Größe bestimmt, wie intensiv der Laserstrahl auf das Werkstück einwirkt. Bei Lasergravur und Laserschneiden spielt die richtige Leistung eine entscheidende Rolle für Präzision und Geschwindigkeit.
Es gibt zwei grundlegende Betriebsarten: kontinuierliche Leistung (CW) und gepulste Leistung. Kontinuierliche Laser arbeiten gleichmäßig, während gepulste Laser kurze Energieschübe abgeben. Im Designbereich bewegen sich typische Leistungsspannen zwischen 5 und 100 Watt für kleinere Projekte. Industrieanwendungen nutzen oft deutlich höhere Werte.
Die Leistung allein entscheidet jedoch nicht über die Qualität. Drei Faktoren müssen zusammenspielen:
- Die Laserleistung selbst in Watt
- Die Fokussierung des Strahls auf das Material
- Die Geschwindigkeit der Laserbewegun
Nur wenn alle drei Parameter aufeinander abgestimmt sind, entstehen präzise Ergebnisse. Ein Laser-Entwurf muss diese Faktoren von Anfang an berücksichtigen. Die richtige Balance verhindert sowohl Unterbearbeitung als auch Materialschäden durch zu intensive Bestrahlung.
Physikalische Grundlagen der Laserleistung
Die Einheit Watt beschreibt die Leistung als Energie pro Sekunde. Ein Laser mit 50 Watt überträgt jede Sekunde 50 Joule Energie auf das Material. Watt misst die Leistung, Joule die Energie, und die Pulsdauer beeinflusst, wie diese Energie auf das Material wirkt.
Die Pulsdauer definiert die Zeitspanne, in der Energie abgegeben wird. Kurze Pulse ermöglichen hohe Spitzenleistungen:
- Ein 10-Watt-Laser im Dauerbetrieb liefert konstante 10 Watt.
- Derselbe Laser mit Pulsen von 0,001 Sekunden kann Spitzenleistungen von 10.000 Watt erreichen.
- Die durchschnittliche Leistung bleibt bei 10 Watt, aber die Materialreaktion ändert sich drastisch.
Industrielle Laser arbeiten oft mit Leistungen zwischen 1.000 und 10.000 Watt für Metallschneiden. Gravierlaser für Holz und Kunststoff nutzen typischerweise 20 bis 80 Watt. Diese Unterschiede ergeben sich aus den verschiedenen Materialanforderungen und Anwendungsbereichen.
Die Materialwahl und Laserparameter müssen exakt aufeinander abgestimmt werden. Ein Material mit hoher thermischer Leitfähigkeit wie Aluminium benötigt mehr Leistung als Holz mit niedriger Leitfähigkeit. Die Energie muss schnell genug übertragen werden, bevor sie sich im Material verteilt.
Profi-Tipp: Bei empfindlichen Materialien wie dünnem Papier oder Stoff arbeiten Sie mit mehreren schnellen Durchgängen bei niedriger Leistung statt einem langsamen Durchgang bei hoher Leistung. Das verhindert Verbrennungen und erhält die Materialtextur.
Einfluss der Laserleistung auf Material und Anwendung
Bei Gravuren reicht oft eine niedrigere Leistung, da nur die Oberfläche bearbeitet wird. Schnitte erfordern höhere Leistung, um das Material komplett zu durchdringen. Die Wahl der richtigen Leistung hängt stark vom Material ab:
- Holz: 5 bis 20 Watt für Gravur, 40 bis 80 Watt für Schnitte bis 10 mm Dicke
- Acryl: 10 bis 30 Watt für Gravur, 60 bis 100 Watt für Schnitte
- Leder: 5 bis 15 Watt für feine Gravuren
- Metall: Faserlaser mit 20 bis 100 Watt für Beschriftung, über 1.000 Watt für Schnitte
Zu hohe Laserleistung führt häufig zu Materialverfärbungen oder sogar Schäden, besonders bei empfindlichen Materialien wie Holz und Kunststoff. Verbrennungsränder, ungleichmäßige Schnittkanten und deformierte Oberflächen sind typische Folgen. Zu niedrige Leistung hingegen erzeugt unvollständige Schnitte oder kaum sichtbare Gravuren.

Der Fokus muss auf die Materialdicke abgestimmt werden. Ein falsch eingestellter Fokus verschwendet Laserleistung und reduziert die Präzision. Die Geschwindigkeit bestimmt, wie lange der Laser auf einen Punkt einwirkt. Langsame Bewegung bei hoher Leistung verbrennt das Material, schnelle Bewegung bei niedriger Leistung erzielt keine Wirkung.
Die Materialeigenschaften und Laserleistung stehen in direktem Zusammenhang. Dunkle Materialien absorbieren mehr Laserenergie als helle. Glänzende Oberflächen reflektieren einen Teil der Energie, was höhere Leistung erfordert. Diese Faktoren müssen Sie bei jedem Projekt berücksichtigen.
Profi-Tipp: Führen Sie immer Testläufe auf Materialresten durch, bevor Sie Ihr eigentliches Projekt starten. Beginnen Sie mit 70% der empfohlenen Leistung und erhöhen Sie schrittweise, bis das gewünschte Ergebnis erreicht ist.
Häufige Fehlannahmen und Mythen über Laserleistung
Viele Designer und Privatanwender glauben, dass mehr Leistung automatisch bessere Qualität bedeutet. Diese Annahme ist falsch. Die Qualität entsteht durch das optimale Zusammenspiel aller Parameter. Ein 100-Watt-Laser mit falschen Einstellungen liefert schlechtere Ergebnisse als ein 40-Watt-Laser mit perfekter Konfiguration.
Ein weiterer Mythos besagt, dass Laserleistung bei allen Lasertypen vergleichbar ist. CO2-Laser und Faserlaser arbeiten mit völlig unterschiedlichen Wellenlängen und Energieverteilungen. 50 Watt eines CO2-Lasers wirken anders auf Holz als 50 Watt eines Faserlasers. Die Leistungsangabe allein sagt nichts über die Eignung für ein bestimmtes Material aus.
Viele befürchten, dass höhere Leistung zwangsläufig mehr Materialschaden verursacht. Das stimmt nur bei falscher Anwendung. Richtig eingesetzte hohe Leistung mit entsprechend angepasster Geschwindigkeit kann sogar sauberer arbeiten als niedrige Leistung:
- Hohe Leistung mit schneller Bewegung erzeugt präzise Schnitte ohne Verbrennungsränder
- Niedrige Leistung mit langsamer Bewegung kann das Material durch längere Hitzeeinwirkung verfärben
- Die Balance zwischen beiden Faktoren ist entscheidend
65% der Fehler bei Laserprojekten entstehen durch falsche Kombination von Leistung, Fokus und Geschwindigkeit, nicht durch zu geringe Leistung.
Ein praktisches Beispiel verdeutlicht dies: Ein Anwender graviert Holz mit maximaler Laserleistung, aber zu langsamer Geschwindigkeit. Das Ergebnis sind tiefe, verbrannte Rillen statt feiner Linien. Die richtige Lösung wäre, die Leistung zu reduzieren oder die Geschwindigkeit zu erhöhen. Viele Laserprojekte scheitern an solchen vermeidbaren Fehleinschätzungen.
Vergleich verschiedener Lasertypen und ihre Leistungsspezifika
CO2-Laser eignen sich besonders für organische Materialien mit Leistungen bis 100 Watt, während Faserlaser im Kilowattbereich für Metallbearbeitung eingesetzt werden. Beide Lasertypen haben unterschiedliche Stärken und Einsatzgebiete.
| Eigenschaft | CO2-Laser | Faserlaser |
|---|---|---|
| Typische Leistung | 30 bis 150 Watt | 20 bis 6.000 Watt |
| Wellenlänge | 10,6 Mikrometer | 1,06 Mikrometer |
| Ideal für Materialien | Holz, Acryl, Leder, Papier, Glas | Metalle, beschichtete Oberflächen, Kunststoffe |
| Betriebsart | Meist kontinuierlich | Meist gepulst |
| Wartungsaufwand | Höher durch Gasgemisch | Geringer, keine Verbrauchsgase |
| Anschaffungskosten | Niedriger für Einstiegsgeräte | Höher, aber effizienter |
CO2-Laser arbeiten mit einem Gasgemisch und erzeugen kontinuierliche Strahlung. Sie eignen sich hervorragend für nicht-metallische Materialien. Die Wellenlänge wird von organischen Materialien gut absorbiert, was effiziente Bearbeitung ermöglicht. Für Designstudios und kreative Anwendungen sind CO2-Laser oft die erste Wahl.
Faserlaser nutzen eine Festkörperquelle und erzeugen gepulste Strahlung mit hohen Spitzenleistungen. Die kürzere Wellenlänge wird von Metallen stark absorbiert. Deshalb dominieren Faserlaser in der Metallbearbeitung und industriellen Beschriftung. Ihre Effizienz und geringer Wartungsaufwand machen sie für Serienfertigung attraktiv.
In der Praxis bedeutet dies: Für Holzgravuren oder Acrylschnitte wählen Sie einen CO2-Laser. Für Metallgravuren, Schmuckbeschriftung oder Werkzeugkennzeichnung ist ein Faserlaser die bessere Wahl. Lasertypen und regionale Anbieter finden Sie auf spezialisierten Plattformen für Ihre spezifischen Anforderungen.
Praktische Tipps zur Auswahl der richtigen Laserleistung für Ihr Projekt
Empfehlungen für Leistungsspannen und die Abstimmung von Fokus und Geschwindigkeit helfen, optimale Ergebnisse zu erzielen. Folgende Richtwerte dienen als Ausgangspunkt für Ihre Projekte:
- Holzgravur (3-6 mm): 15-25 Watt bei 300-500 mm/s
- Acrylschnitt (3 mm): 60-80 Watt bei 20-40 mm/s
- Ledergravur: 10-20 Watt bei 400-600 mm/s
- Metallgravur mit Faserlaser: 20-50 Watt bei angepasster Pulsfrequenz
- Papier und Karton: 5-15 Watt bei hohen Geschwindigkeiten
Die Abstimmung der drei Hauptparameter folgt einer einfachen Regel: Je härter und dicker das Material, desto höher die Leistung und niedriger die Geschwindigkeit. Bei empfindlichen Materialien kehrt sich dies um. Der Fokuspunkt sollte genau auf der Materialoberfläche oder leicht darunter liegen für beste Ergebnisse.
Die Zusammenarbeit mit regionalen Laserleistung und Dienstleisterwahl bietet große Vorteile. Erfahrene Dienstleister kennen die optimalen Parameter für verschiedene Materialien und können Testläufe durchführen. Sie verfügen über kalibrierte Geräte und können komplexe Projekte effizienter umsetzen als Eigenversuche.
Eine praktische Checkliste für Ihre Projektplanung:
- Material und Dicke genau bestimmen
- Gewünschte Bearbeitungstiefe oder Schnittqualität definieren
- Empfohlene Leistungsbereiche für Material recherchieren
- Testläufe mit verschiedenen Parametern durchführen
- Ergebnisse dokumentieren für zukünftige Projekte
Profi-Tipp: Nutzen Sie die Tipps für Laserdesign und Leistungsauswahl, um bereits in der Entwurfsphase die technischen Anforderungen zu berücksichtigen. Ein gut geplantes Design spart Zeit und Material bei der Umsetzung.
Zusammenfassung und Ausblick
Laserleistung ist der Schlüssel zu Qualität und Effizienz bei Gravur und Schnitt. Das Verständnis der physikalischen Grundlagen und der Zusammenhänge zwischen Watt, Pulsdauer und Materialreaktion ermöglicht fundierte Entscheidungen. Die bewusste Auswahl und Abstimmung der Leistung mit Fokus und Geschwindigkeit vermeidet typische Fehler.
Die Unterschiede zwischen CO2-Lasern und Faserlasern zeigen, dass keine universelle Lösung existiert. Jedes Material und jede Anwendung erfordert spezifische Parameter. Die vorgestellten Richtwerte und Checklisten helfen Ihnen, die richtigen Einstellungen für Ihre Projekte zu finden.
Mit diesem Wissen können Sie selbstbewusst an Ihre Laserprojekte herangehen. Scheuen Sie sich nicht, mit Parametern zu experimentieren und aus Testläufen zu lernen. Die Zusammenarbeit mit erfahrenen Dienstleistern bietet zusätzliche Sicherheit, besonders bei anspruchsvollen oder wertvollen Projekten. Nutzen Sie die verfügbaren Ressourcen und Expertisen, um Ihre kreativen Ideen präzise umzusetzen.
Laserleistung optimal nutzen mit unseren Dienstleistungen
Sie haben nun ein fundiertes Verständnis der Laserleistung und ihrer Bedeutung für erfolgreiche Projekte. Unsere Plattform verbindet Sie mit erfahrenen Dienstleistern, die Ihnen bei der Auswahl und Optimierung der richtigen Parameter helfen.
Profitieren Sie von professioneller Beratung und exakten Einstellungen für Ihren individuellen Bedarf. Unsere Partner verfügen über moderne Lasertechnik und langjährige Erfahrung in der Bearbeitung verschiedenster Materialien. Entdecken Sie unsere Lasergravur Grundlagen und die Schritt-für-Schritt Anleitung Laserschneiden für weiterführende Informationen.
Finden Sie regionale Laserdienstleister in Ihrer Nähe für maßgeschneiderte Laserprojekte. Starten Sie jetzt Ihr Projekt mit unseren erfahrenen Partnern und setzen Sie Ihre kreativen Ideen präzise um.
Häufig gestellte Fragen zur Laserleistung
Was bedeutet Laserleistung genau und wie wird sie gemessen?
Laserleistung bezeichnet die Energiemenge, die pro Zeiteinheit auf das Material übertragen wird, gemessen in Watt. Ein 50-Watt-Laser liefert 50 Joule Energie pro Sekunde. Die tatsächliche Wirkung hängt zusätzlich von Pulsdauer, Fokussierung und Strahlqualität ab.
Wie wähle ich die passende Laserleistung für unterschiedliche Materialien?
Beginnen Sie mit den empfohlenen Richtwerten für Ihr Material: Holz 15-25 Watt für Gravur, Acryl 60-80 Watt für Schnitte. Führen Sie Testläufe durch und passen Sie Leistung, Geschwindigkeit und Fokus gemeinsam an. Dokumentieren Sie erfolgreiche Einstellungen für zukünftige Projekte.
Warum beeinflusst die Pulsdauer die Gravurqualität?
Kurze Pulse erzeugen hohe Spitzenleistungen, die Material präzise verdampfen, ohne umliegende Bereiche zu erhitzen. Längere Pulse verteilen die Energie über mehr Zeit und können zu Verfärbungen oder unsauberen Kanten führen. Die optimale Pulsdauer hängt vom Material und der gewünschten Bearbeitungstiefe ab.
Welche Vorteile haben Faserlaser im Vergleich zu CO2-Lasern?
Faserlaser arbeiten effizienter bei Metallbearbeitung durch ihre kürzere Wellenlänge, die von Metallen stark absorbiert wird. Sie benötigen weniger Wartung, da kein Gasgemisch erfüllt werden muss. Für organische Materialien wie Holz und Leder bleiben CO2-Laser jedoch die bessere Wahl aufgrund ihrer Wellenlängencharakteristik.
Wie vermeide ich Schäden durch zu hohe Laserleistung?
Reduzieren Sie die Leistung und erhöhen Sie die Geschwindigkeit bei empfindlichen Materialien. Führen Sie immer Testläufe auf Materialresten durch, bevor Sie das eigentliche Projekt starten. Achten Sie auf korrekte Fokussierung und verwenden Sie bei Bedarf mehrere schnelle Durchgänge statt einem langsamen bei hoher Leistung.
Kann ich mit einem CO2-Laser auch Metall bearbeiten?
CO2-Laser können beschichtete Metalle markieren, indem sie die Beschichtung entfernen, aber sie schneiden oder gravieren blankes Metall nicht effektiv. Für echte Metallbearbeitung benötigen Sie einen Faserlaser mit geeigneter Wellenlänge. Die Investition in den richtigen Lasertyp spart langfristig Zeit und Frustration.
Empfehlung
- Effiziente Laserbearbeitung: Optimale Ergebnisse erzielen – Laserdienstleistungen
- Laserqualität prüfen Guide: Schritt für Schritt zur perfekten Kontrolle – Laserdienstleistungen
- Individuelle Laseranfertigung: 40% Fehler vermeiden mit Guide – Laserdienstleistungen
- Workflow Laserbeschriftung 2026: 40% Weniger Nacharbeiten – Laserdienstleistungen